Industrial news
rumah>Berita > Industrial newsWorking Technical Principle of twin screw food extruders
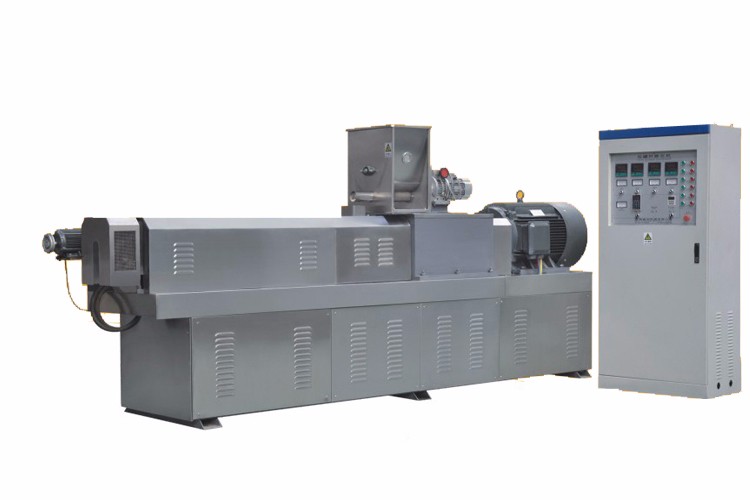

Double/Twin-screw food extruders' main feature is the extrusion inflating technology. It is the most popular and advanced food&Pet food aqua feed production technology in the world till now.
Double/Twin-screw extruders convey the raw materials forward by the two pieces parallel extrusion screws. The extrusion screws have three sections: conveying section, compressing & melting(fusion) section, and homogeneous section.In the conveying section, raw materials drop down into the inlet of the extrusion barrel, and then will be conveyed forward by the running screws. During screws running, the raw materials will be pressed more and more compact. With materials arrive in compressing & melting(fusion) section, the screws thread different structure will put higher pressure to it. Under the higher pressure, and the heat from the barrel outside heating element, and high rate shearing, mixing, the materials’ temperature will go higher, and it will melt finally. As the space of screw thread becomes smaller and smaller, the materials will face higher temperature and pressure, so it will be well cooked. And the starch in side of the materials will go gelatinize. Along with this process, fat and protein also go into a series of complex physical and chemical reactions, so the material structure becomes more homogenized. In the homogeneous section, the spread divider plate will contribute the materials into mould plate in the inflating cavity. Normally, in this process, the pressure is about 3-6 Mpa(according to inflating requirement), temperature can be 150-200℃.Under the extrusion temperature, the pressure exceeds the saturated vapor pressure, so the water can’t evaporate in the airtight cylinder. When the materials come out from the specific mould(die) shape hole, the pressure will be released instantly, and free water evaporate rapidly. Then the material will be expanded, Moisture dissipates rapidly from the material which lead product drop to lower temperature around 80℃. And then curing material to required shape, and keep the shape after inflation finally.